Машина для отливки конфет в силиконовые формы ШОЛ-2М-С

ОТЛИВОЧНАЯ МАШИНА ШОЛ-2М-С ДЛЯ ПРОИЗВОДСТВА КОРПУСОВ КОНФЕТ В СИЛИКОНОВЫЕ ФОРМЫ (ДВУХГОЛОВОЧНАЯ)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
2.1. Производительность, шт./ч 12000
2.2. Количество отливочных головок, шт. 2
2.3. Установленная мощность, кВт, не более 1
2.4. Габаритные размеры, мм
длина 3000
ширина 765
высота 1320
2.5. Масса, кг не более 400
Назначение:
Машина предназначена для отливки корпусов конфет из помадных, ликерных, фруктовожелейных масс в силиконовые формы.
Машина применяется на предприятиях кондитерской промышленности.
Машина изготовлена в климатическом исполнении УХЛ4 ГОСТ 15150.
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ:
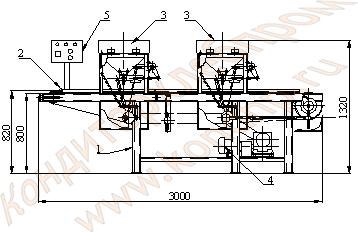
Машина состоит (смотри приложение 1) из рамы, цепного транспортера, двух отливочных головок, привода цепного транспортера и отливочных головок, пульт управления.
Рама машины представляет собой сварную конструкцию.
Цепной транспортер состоит из двух ветвей цепи с гонками, приводного вала, натяжного вала.
Отливочная головка состоит из бункера с водяной рубашкой, бронзовой плиты с золотником и десятью поршнями, вала, рычагов, кривошипа, тяг. На валу находятся два кривошипа и кулак. Вал, приводится во вращение от привода, через цепную передачу. Один кривошип посредством тяги, сообщает движение рычагу который через тяги и траверсу сообщает поршням возвратно-поступательное движение. Второй кривошип через тягу передает движение водилу храпового механизма. Кулак, приводит в движение рычаг, который с помощью тяги поворачивает золотник на 80о. Рычаг служит для отключения золотника отливочной головки. Над поршнями отливочной головки установлена трубка с десятью отверстиями диаметром ≈ 2мм. В трубку подается горячая вода. Напор воды в трубке с помощью вентиля должен быть отрегулирован так, чтобы на каждый поршень капала вода, смачивая его. Под поршнями закреплен лоток, который предназначен для сбора этой воды и отвода ее в канализацию.
Храповой механизм состоит из двух храповых колес. Каждое колесо имеет свою собачку и свое водило.
Машина работает следующим образом:
Работник устанавливает лоток с силиконовыми формами на цепной транспортер и включает машину. Лоток перемещается на шаг. Первый ряд формы, становится напротив сосков отливочной головки. Лоток останавливается. В этот момент золотник находится в положении, когда он соединяет полость поршней с сосками. Поршни движутся вперед и нагнетают массу через соски в формы лотка. Когда поршень полностью отработает свой ход, золотник поворачивается на 80о и соединяет бункер с поршневым пространством. Поршень движется назад засасывая массу из бункера. В это время лоток снова перемещается на шаг, и второй ряд формы заполняется массой. После того как будет заполнен последний ряд форм, лоток перемещается на длинный шаг так, что первый ряд форм второго лотка становится напротив сосков отливочной головки. Лотки проходят под первой отливочной головкой, затем проходят под второй отливочной головкой. Таким образом в одну и ту же форму можно наливать массу разного цвета, либо разные массы согласно рецептуре. Валы отливочных головок соединены между собой цепной передачей. Количество массы, которое отливочная головка наливает в форму, регулируется путем изменения хода поршней. Ход поршней можно изменить двумя способами. Первый способ это за счет изменения радиуса кривошипа. Второй способ это вращая маховик рычага. Первый способ служит для грубой настройки, а второй способ служит для более тонкой настройки.
Приложение 1.

-
рама;
-
цепной транспортер;
-
отливочная головка;
-
привод;
-
пульт управления.